 : + 86-18621535697
: + 86-18621535697  :export81@huaxia-intl.com
:export81@huaxia-intl.com






लो-कार्बन स्टील वायर: अनुप्रयोग, गुणधर्म आणि उत्पादन प्रक्रिया
पर्यावरणाच्या संरक्षणाबाबत जागतिक जागरूकता वाढल्याने, कमी-कार्बन स्टील वायर, एक नवीन प्रकारची पर्यावरणास अनुकूल सामग्री म्हणून, हळूहळू मोठ्या प्रमाणात वापरल्या जात आहे.
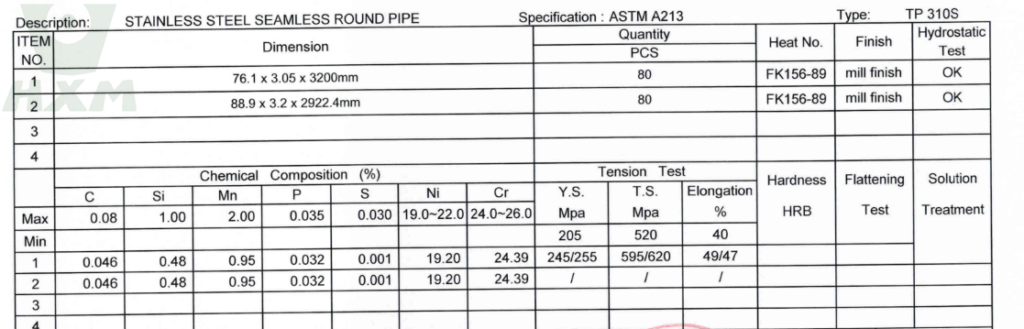
A312/A312M स्टेनलेस स्टील ट्यूब
संबंधित पोस्ट: स्टेनलेस स्टील हेक्सागोनल बार स्टेनलेस स्टील अँगल बार स्टेनलेस स्टील चॅनेल बार
S31803 हॉट रोल्ड स्टेनलेस स्टील प्लेट्स
सर्वोत्तम स्टेनलेस स्टील पुरवठादार शोधत आहात?
तुमच्या सर्व गरजांसाठी sino-stainless-steel.com निवडा!
आमची 31803 हॉट रोल्ड स्टेनलेस स्टील प्लेट अपवादात्मक ग्राहक सेवेद्वारे समर्थित, स्पर्धात्मक किमतींवर उच्च दर्जाची ऑफर देते.
S2507 कोल्ड रोल्ड स्टेनलेस स्टील शीट्स
S2507 कोल्ड रोल्ड स्टेनलेस स्टील शीट्स मागील पुढील संक्षिप्त वर्णन: S2507 कोल्ड रोल्ड स्टेनलेस स्टील शीट्स उच्च-शक्ती आणि उच्च-गंज-प्रतिरोधक स्टेनलेस स्टील शीट्स आहेत, ज्यांना देखील ओळखले जाते

201 हॉट रोल्ड स्टेनलेस स्टील प्लेट
उच्च दर्जाचे स्टेनलेस स्टील पुरवठादार शोधत आहात?
सिनो स्टेनलेस स्टीलपेक्षा पुढे पाहू नका! आमची 201 हॉट रोल्ड स्टेनलेस स्टील प्लेट उत्पादने त्यांच्या अपवादात्मक गुणवत्ता आणि टिकाऊपणासाठी ओळखली जातात.
आमच्या उत्कृष्ट ग्राहक सेवेसाठी, स्पर्धात्मक किंमतीसाठी आणि उद्योगातील अतुलनीय कौशल्यासाठी आम्हाला निवडा.